

Tratamento de Superfície
Desde 2004 possui um sistema de gestão de qualidade certificado e já está adequado à ISO 9001/ 2015. A Galvânica Guarany tem ampliado, constantemente, a sua gama de serviços.
Fazem parte de seu rol de tratamentos os seguintes processos: Zincagem Eletrolítica; Zinco Níquel; Revestimentos PTFE; Decapagem e Desidrogenização; Fosfato de Zinco e Níquel Químico.


Materiais para Aplicação: Aço, Latão, Ferro Fundido, Micro fundido, Sinterizado e Zamak.
Setores Atendidos: Metal Mecânico, Agrícola, Autopeças, Construção Civil, Elétrico, Moveleiro e Petrolífero.
Estrutura: Linha Automatizada de tanques rotativos com capacidade de 16.000Kg/dia e Tanques Estáticos com dimensão de 6000mm comprimento x1000mm de altura x 450mm de largura, para peças de pequeno e grande porte.
Processos Adicionais: selante, óleo, redutores de atrito.
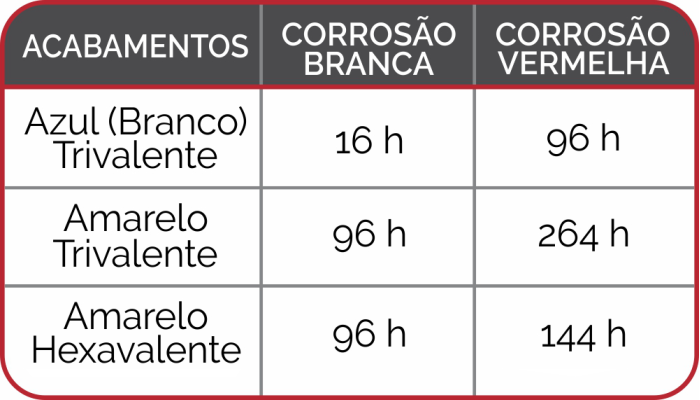
A aplicação deste revestimento baseia-se em pilhas galvânicas, onde uma corrente elétrica faz com que o metal, (originalmente em forma de anodo) passe de um estado inicial de oxidação para uma forma mais oxidada e solúvel. Este processo necessita de uma corrente elétrica com intuito de induzir o material do dissolvido na solução a reagir com a superfície metálica aderindo-se a ela. Com o auxílio de aditivos, este processo forma camadas uniformes de deposição. O processo de zincagem eletrolítica é utilizado quando se tem necessidade de proteger uma peça metálica da corrosão decorrente do intemperismo. Este processo é caracterizado pela formação de uma fina película metálica que copia a superfície da peça. Este revestimento confere uma proteção catódica, onde o metal depositado tem um potencial químico maior do que o material-base. Dessa maneira o material depositado vai sendo oxidado previamente ao material-base não comprometendo a estrutura e a funcionalidade da peça em questão. Após esta etapa o material segue para um acabamento com passivadores à base de cromo, com intuito de dar uma maior resistência a corrosão ao material. A verificação da resistência é validada por normas técnicas com a utilização de Câmara de Salt-Spray até o aparecimento de corrosão vermelha (corrosão do material-base), onde pode ser verificado na tabela de acabamentos abaixo, para 8 µm de revestimento. **
**Detalhes ORIENTATIVOS, considerando um peça ideal, para ter a informação correta para a sua peça entre em contato conosco.

Materiais para Aplicação: Aço, Latão, Ferro Fundido, Micro fundido e Zamack
Setores Atendidos: Metal-mecânico, Agrícola, Automotivo e Rodoviário.
Estrutura: Tanques Rotativos e Estáticos com capacidade dia para 500 Kg (*)
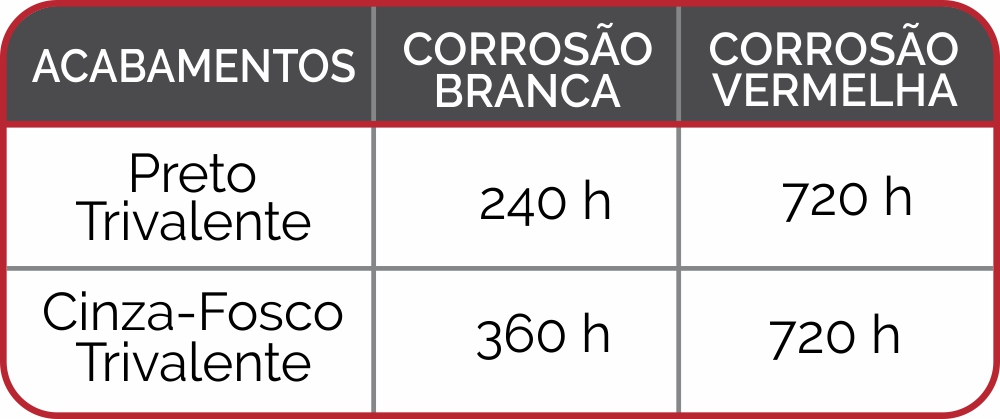
Assim como na zincagem eletrolítica usual, o material segue para um acabamento com passivadores à base de cromo, com intuito de dar uma maior resistência a corrosão ao material. A verificação da resistência é validada por normas técnicas com a utilização de Câmara de Salt-Spray até o aparecimento de corrosão vermelha (corrosão do material-base), onde pode ser verificado na tabela de acabamentos abaixo, para 8 µm de revestimento.
**Detalhes ORIENTATIVOS, considerando um peça ideal, para ter a informação correta para a sua peça entre em contato conosco.

Estrutura: Linha de Aplicação com sistema de monovia, cabine úmida e estufa automatizada. Peças de 2000 mm x 1000 mm x 500 mm.
• Ótimo antiaderente e lubrificante a seco com baixa camada;
• Redução de fricção e atrito;
• Proteção anticorrosiva ;
• Torque controlado;
• Resistência química contra ácidos, bases e solventes;
• Resistentes a altas e baixas temperaturas;
• Produto de Baixo VOC “Ecologicamente correto”;
• Isolante Elétrico

Espessura: 5 à 30 µm
Materiais para Aplicação: Aços, Alumínio, Ferro-Fundido, Latão, Cobre, Microfundido, Bronze.
Setores Atendidos: Meta-Mecânico, Aeronáutico, Construção Civil, Eletro-Eletrônico, Automotivo e Agricola.
Estrutura: Linha de Aplicação com sistema de monovia, cabine úmida e estufa automatizada.
Este processo consiste na aplicação de duas camadas de proteção. A primeira (base coat) principalmente constituída por compostos orgânicos ricos em zinco que conferem uma proteção de sacrifício. Esta base que pode ser aplicada diretamente sobre e a superfície metálica, bases fosfatizadas ou outros revestimentos que conferem propriedades extras ao revestimento. A segunda camada (top coat) é uma matriz mista rica em alumínio que confere a alta resistência à corrosão e agentes químicos. Esta aplicação pode ser realizada à base d’água ou solvente orgânico.

Espessura: 3 à 25 µm
Estrutura: Tanques Estáticos com capacidade dia para 2.400Kg(*)
Penetração em orifícios: Ótima



Precisa de um orçamento?

Endereço:
Rua das Rosas, 1896 - B. Desvio Rizzo
CEP 95110-680 - Caxias do Sul /RS
Fone:
(54) 3227-2250 / (54) 99156.3434




Galvânica Guarany - Site desenvolvido por: High Sales
Alguns vetores presentes neste site: designed by Flaticon